
НАСОСЫ ЛОЦНМ «Сфера
UA MarketСумская областьНАСОСЫ ЛОЦНМ «Сфера⋙СтатьиКРАТКИЙ ОБЗОР НАСОСНОГО РЫНКА (насосы ЭЦВ, ГНОМ, ЦНС) . 02.03.2011г.
- НАСОСЫ ЛОЦНМ «Сфера⋙
- Олег Шаповалов
- +38 (066) 961-57-70
+380669615770
+38 (093) 574-53-00
+38 (067) 397-02-27 - Написать нам
- www.sfera-pump.in.ua, Сумы, Сумская область 40022
КРАТКИЙ ОБЗОР НАСОСНОГО РЫНКА (насосы ЭЦВ, ГНОМ, ЦНС) . 02.03.2011г.
КРАТКИЙ ОБЗОР НАСОСНОГО РЫНКА (насосы ЭЦВ, ГНОМ, ЦНС ) . 02.03.2011г.
.В настоящее время, только на территории четырех государств СНГ выпускается сколько-нибудь значимое промышленное насосное оборудование -это Россия, Украина, Беларусь и Молдова. Во всех других странах бывшего «единого и могучего» оно или успешно умерло (Грузия, Казахстан, Таджикистан), или не имеет перспективы вести полноценную конкурентную борьбу на просторах СНГ и ограничивается «местными боями»(Латвия).
.При рассмотрении ситуации сегодняшнего дня нельзя не отметить, что в России наиболее динамично развивается насосное производство. На момент начала распада Союза обладая, заводами в Москве, Бавленах, Ясногорске, Туле, Ливнах, Волгограде, Белинском, Копейске, Катайске, Свердловске (Екатеринбурге), Сысерти, Альметьевске, Лысьве, Черемхово и некоторых других городах, российские производители не только сохранили существующие заводы, но и смогли освоить продукцию теперь для них «заграничных» заводов, ставших уже конкурентами.
.Это касается в первую очередь Украины, которая обладая мощным насосным производством (в основном в Сумах), а так же высококвалифицированными научно-техническими кадрами в итоге, на сегодняшний день несмотря на то, что значительно расширила номенклатуру насосного производства -скатилась до уровня «первого парня на деревне» или в лучшем случае придатка российской экономики. Это связано с тем, что «малоинтеллектуальные» насосы не находят сбыта за пределами Украины( там своих хватает), а сложные уже не могут в полную силу конкурировать с российскими.
.Беларусь, в основном, не обладая достаточно технически сложным насосным производством (Минск, Бобруйск, Витебск, Пинск) не может претендовать на роль лидера в насосостроении, хотя, в целом, дело свое знают и делают качественно (только Пинск иногда подводит) .
.Молдова, некогда имевшая самую высокую концентрацию насосостроения и обладавшая прекрасной производственной базой, а так же высококвалифицированными техническими кадрами и исполнительным трудолюбивым «рабочим классом», но не обладающая сырьевой базой для насосного производства - весь металл в т.ч., динамная сталь - привозное из России и Украины, а учитывая, что основной потребитель это Россия, то накладные расходы в виде транспорта и таможенных поборов (официальных и неофициальных), не создают перспектив для национального молдавского насосостроения. Новых разработок мало, используются в основном материалоемкие союзные. Все сколько-нибудь значимые технические кадры давно покинули страну винограда и успешно освоили российские березы и «опавшие клены». Но молдавский насос до сих пор остается визитной карточкой качества. Если при покупке российского или украинского (иногда белорусского) насосов необходимо знать какой завод делает качественно, а какой «гонит халтуру», то одно словосочетание «молдавский насос» -это символ качества и можно брать без опаски ибо даже неликвидные насосы возрастом 10-30 лет зачастую лучше по качеству современных российских, украинских и белорусских.
.Отдельной статьей идут западные и китайские производители. Многие известные торговые западные бренды делаются в …КитаеJ, хотя и имеют свои производства в Европе. Сегмент бытовых насосов европейско-китайские производители прочно освоили и решительно «вышибли» хлипкое бытовое насостроение постсоветских производителей. Сейчас идет активное проникновение в промышленное насосостроение, но тут мешает цена. Западные насосы весьма дороги (хоть призводители и кричат, что качество небывалое) и по критерию цена-качество отечественные (постсоветские) производители пока еще прочно держатся в лидерах (хотя постепенно и сдают позиции из-за «продуманной» политики руководства постсоветских стран). Ставшая в притчах во языцах китайское низкое качество возможно только по одной причине –беспринципность, непрофессианализм и недальновидность руководства постсоветских стран. В страны Западной Европы и Америку китайское оборудование поступает весьма качественное, поэтому в заполонении нашего рынка китайской дешевизной и низкокачественным оборудованием (и не только) виноваты мы сами.
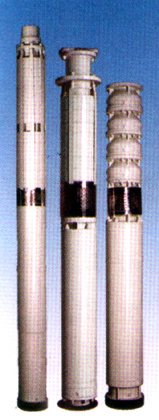
Скважинные насосы, тип ЭЦВ.
Электронасосы центробежные водяные предназначены для подъема воды с температурой до +250С из артезианских скважин с содержанием мехпримесей до 0,1% по объему. Исполнение «Г» -для воды с повышенным содержанием мехпримесей, «Х» -для химически активной воды, «Тр» -для горячей воды до +65С, «А» -сейсмоустойчивые.
.В настоящее время выпускает Россия, Украина, Беларусь и Молдова. Наиболее качественные изготовляют Россия, Беларусь и Молдова. Украинские насосы по качеству несколько уступают вышеназванным. Если рассматривать конструктивные особенности, то необходимо исходить в основном из двух составляющих –электродвигатель и собственно сам насос, т.к в подавляющем большинстве случаев поставка ведется в виде агрегата, т.е насос и электродвигатель как единое целое. Традиционно здесь сказывается недостаток, который идет еще со времен «единого и могучего». Тогда была известная специфика при которой при изготовлении т.с. «наземных» насосов собственно сами насосы и электродвигатели изготавливали разные заводы, и были стандарты для увязки их в единое целое, то при изготовлении скважинных насосов каждый завод изготавливал и насосную часть и электродвигатель. При этом каждый завод разрабатывал собственную конструкцию соединения, в результате чего электродвигатели и насосные части разных заводов зачастую не подходили друг к другу без определенных переделок. Данный недостаток сохраняется и до настоящего времени. Только Молдавия попыталась перейти на международный стандарт «NEMA» параллельно выпуская и свою традиционную конструкцию. Самое уязвимое место скважинных агрегатов это электродвигатель, на которые приходится в среднем 2/3 всех аварий (кстати, в стоимости агрегата он «тянет» столько же).
Сейчас выпускают три основные конструктивные схемы по охлаждению.
.Водопроточной –наиболее простой, дешевый и одновременно уязвимый тип конструкции. Отличительные особенности –наличие сквозных отверстий в крышках нижнего и верхнего щитах. Это позволяет окружающей воде свободно циркулировать внутри электродвигателя, создавая сильный водяной поток по всей длине электродвигателя. К положительным сторонам данной конструкции можно отнести простоту и малый расход динамной стали, т.к электродвигатель хорошо охлаждается. К недостаткам –низкая надежность в условиях сильной засоренности скважины, т.к грязь забивает отверстия в крышке нижнего щита, вода перестает поступать, циркуляция нарушается, обмотка быстро нагревается и электродвигатель быстро выходит из строя.
.Псевдогерметичный –циркуляционные отверстия находятся в крышке верхнего щита электродвигателя. Обладает большей надежностью по сравнению с водопроточным, но требует больше динамной стали для создания большего запаса по мощности из-за худшей циркуляции воды.
.Герметичный –заполняется обычно в заводских условиях водоглицериновой смесью (некоторые обезвоженным маслом, либо компаудируют –заливают смолой. В последнем случае применяют в обмотке обычный эмаль-провод) либо на месте эксплуатации водой, что положительно сказывается на ресурсе электродвигателя при грамотной эксплуатации. К отрицательным сторонам таких электродвигателей следует отнести, что в условиях низкой культуры эксплуатации (а это у нас пока хроническое явление) есть риск быстрого выхода из строя. Так, например, маслозаполненные электродвигатели страдают при погружении их на большую глубину чем указано в паспорте, т.к. гидростатическое давление воды продавливает уплотнение вала и вода попадает в масло после чего происходит короткое замыкание. Компаудированые электродвигатели не подлежат перемотке при выходе их из строя, т.е получаются одноразовыми. Наиболее простая конструкция –это заполнение водой на месте установки с последующей т.с. условной герметизацией (водой заполняется полость электродвигателя, циркуляционных отверстий с внешней средой нет –заглушаются, но из-за отсутствия герметичного уплотнения вала происходит слабая местная циркуляция воды). Такая конструкция требует повышенный расход динамной стали.
.Для лучшего охлаждения электродвигателя иногда применяют конструкцию когда между статором и корпусом оставляют зазор 1-3 см., для циркуляции воды не только между ротором и статором, но и между статором и корпусом. В целом, неплохая идея не всегда оправдывается с практической точки зрения. Так, например, при погрузке тяжелых насосов в автомашину или на складе перемещение иногда происходит в горизонтальной плоскости, при этом применяют иногда валик (обычно это простой отрезок металлической трубки) и насос своим весом придавливает рубашку корпуса к статору, в результате чего происходит уменьшение проточного циркуляционного просвета, нарушение расчетной циркуляции и как следствие перегрев электродвигателя при эксплуатации. Возможен так же вариант засорения этого просвета при «грязной» скважине в результате имеем опять нарушение процесса расчетного охлаждения.
.Рабочие органы насосных частей изготавливают обычно из различных видов пластмасс или из металла. Применение металлических органов для насосов производительностью до 16 и 25 м3/ч считается нерациональным и обычно применяют пластмассы.
.Из которых самый простой –полипропилен, он самый дешевый, легко поддается обработке, но и относительно быстро теряет геометрическую форму.
.Полиамид –обладая большой механической прочностью, но страдает гигроскопичностью (без видимых изменения линейных размеров), является самым ПРОЧНЫМ из всех широко применяемых пластмасс.
.АСБ –прочность близка к полиамиду, нет гигроскопичности, но сила трения АСБ по АСБ слишком велика, поэтому не применяется в паре.
.Норил –наиболее популярный из современных пластиков, хотя не дает заметных преимуществ –просто продвинутая торговая марка.
Есть интересный момент. Себестоимость практически ВСЕХ пластиков (кроме полипропилена) выше стоимости чугуна и углеродистой стали. Поэтому получается иногда парадоксальная ситуация когда дешевле поставить металлические рабочие органы чем пластмассовые. Правда обработка металла более трудоемка.
.Металлические рабочие органы изготавливают обычно из чугуна, стали (в т.ч нержавеющей) или бронзы методом литья, при этом лопаточные отводы (направляющие аппараты) льют всегда, а рабочие колеса иногда делают сварными.
.При покупке насосов интересуйтесь их конструкцией электродвигателя и материал изготовления рабочих колес и лопаточных отводов, распорных втулок (делают из пластиков и металла). При этом к сведению неграмотных директоров и «шибко вумных» главных инженеров могу напомнить. Среди вас сейчас идет «гонка» за насосами с рабочими органами из нержавеющей стали. Это может быть оправданным только в случае если у вас запескованая скважина. Если скважина чистая, то применение таких насосов не совсем оправдано ибо нержавеющие рабочие колеса в основном сварные и сваривают их зачастую вручную (кроме «буржуев»), а это потеря точности. Если скважина чистая лучше брать насос с пластиковыми колесами (полипропилен, полиэтилен - нежелательны). У них выше точность изготовления, они так же не ржавеют, а прочности хватает для чистой воды, при этом ротор насосной части получается легче (разница в массе между нерж.сталью и пластиком) и как следствие –некоторая (хоть и малая) экономия в энергопотреблении.
.При сравнении с т.н., "западными" промышленными скважинными насосами можно отметить, что культура исполнения "западных" насосов выше постсоветских, по энергопотреблению они в основном равны (как ни странно это может показаться), а по стоимости в 6-7 ! дороже, а поскольку более капризны в плане требований к качеству воды, то требуют дополнительных капиталовложений в сопутствующую арматуру и устройства, но все это не увеличивает срок эскплуатации в 6-7 раз (в среднем в 1,5-2 раза). При оценке (покупке) "западных" насосов рекомендую обращать внимание на такую тонкость. В западном насостроении принято отображать рекламные параметры, т.е. , например, указывают маскимальную производительность и максимальный напор и у покупателя складывается впечатление, что при указанной производительности будет и указанный напор, но это в корне неверно. Для объективной оценки лучше попросить график и посмотреть средние значения иначе вы рискуете обмануться. В постсоветских насосах в самой маркировке по ГОСТу указаны номинальные (средние) значения по подаче и напору. По конструкции "западники" стараются сделать меньший диаметр (что, правда, не всегда оправдано с точки зрения КПД по напору) мотивируя меньшими затратами на бурение скважины меньшего диаметра. Тут выбор конечно потребителя, но всегда надо помнить, что выигрывая в одном, ты подвергаешься опасности в другом. Идя по пути скважинны меньшего диаметра потребитель "привязывается" к данной продукции и потом в случае желания сменить поставщика уже не сможет это сделать. Для примера можно напомнить, что когда выпустили скважинные 3-х дюймовые насосы (бытовые), они шли по цене ниже 4х дюймовых. когда продажа достигла некого критического уровня, цена на 3-х дюймовые была резко повышена и потребитель остался если не у разбитого, то весьма дорого корыта (ведь 4-х дюймовый уже не установишь). Поэтому если у вас намечается бурение новой скважины всегда рекомендую помнить о данном историческом примере.
Дренажные насосы, тип ГНОМ.
Электронасосы переносные погружные моноблочные, предназначены для откачивания загрязненных вод (кроме канализационных и фекальных) с содержанием песка, глины, цемента из котлованов, траншей и пр., с температурой до +350С или до +600С (исполнение Т) с содержанием твердых механических примесей до10% по массе и размером до 5 мм. Могут быть во взрывозащищенном исполнении «ЕХ» или «В».
В настоящее время выпускает Россия, Молдова и Украина. Наиболее разнообразный ассортимент представлен насосами Российской Федерации, которые выпускаю насосы с диапазоном подач от 6 до 250 м3/ч, Молдова 2-3 позиции и Украина в пределах полудюжины. Если Россия и Молдова применяют специально разработанные электродвигатели, то Украина пытается применить унифицированные сделанные на основе электродвигателей от ЭЦВ, что негативно сказывается на массе насосов малой производительности (до 16 м3/ч) в результате чего они неконкурентноспособны по цене. Частота вращения электродвигателей обычно 3000 об./мин., но разработаны отдельные модели с частотой вращения 1500 об./мин. (Россия), что повышает ресурс агрегата. Заполнение электродвигателя –масло или водоглицериновая смесь. Материал в основном –сталь (в т.ч нержавеющая), чугун, алюминиевые сплавы и пластмасса (приемная сетка и иногда рабочие колеса). Агрегаты производительностью до 16 м3/ч могут выпускаться как однофазном, так и в трехфазном исполнении.
Насосы центробежные секционные, тип ЦНС.
Центробежные секционные (многоступенчатые) горизонтальные. ЦНСг - предназначены для перекачивания горячей воды до +1050С . ЦНС –для воды до +450С; ЦНСк –для кислотных вод; ЦНСм –для жидкого масла; ЦНСн –для обводненной нефти.
В настоящее время выпускает Россия, Беларусь и Украина. Согласно ГОСТа существую следующие основные типоразмеры, исходя из подачи : «13»(«16» –Украина); «38»; «60»; «105»; «180»; «300».
Наиболее ходовые из них это насосы ЦНС «13»(«16»); «38» и «60».
Необходимо уточнить, что наиболее качественные насосы являются насосы украинского производства. К основному недостатку российских и белорусских насосов так называемой ясногорскоподобной конструкции (по названию города Ясногорск –основного производителя данных насосов) следует отнести относительно тонкий вал, который создает определенные проблемы в процессе эксплуатации и особенно ремонта из-за своей излишней гибкости при чем -чем длиннее вал. Это связано с тем, что изготовление данных валов весьма затруднено на не специализированных предприятиях, т.к требуются станки с большим межцентровым расстоянием и с не разбитыми центрами, т.к радиальный люфт не должен превышать 0,03 мм., что при относительно тонком вале трудно добиться. Закалять и отпускать данные валы необходимо в вертикальном положении (все из-за того же люфта), что требует вертикальных печей. Валы украинских насосов имеют больший диаметр и как следствие более просты в изготовлении и не имеют такого недостатка как т.н., хлыстообразная гибкость.
Нельзя не остановиться на такой старой насосной байке о том, что Ясногорск выпускал насосы с пластмассовыми рабочими колесами. Уточняю -выпускались насосы с пластмассовыми лопаточными отводами (направляющими аппаратами), но рабочие колеса всегда были чугунные.
Необходимо пояснить так же разницу в обозначении российским и украинских насосов, так например, в российском насосе ЦНСм буква «м» обозначает, что он предназначен для перекачивания масла, а в украинском НЦСгМ буква «М» -модернизированный. История восходит своими корнями к началу независимости, когда украинский изготовитель решил повернуть внутренний рынок на себя и для этого боковой патрубок развернул в другую сторону (чтобы вытеснить российские и белорусские насосы), но затея не удалась и пришлось отечественному «виробнику» опять разворачивать патрубок в прежнее традиционное положение (эти насосы идут в маркировке без буквы «М»), чтобы присоединительные размеры совпадали с «ясногорскоподобными».
Так же небезинтересно будет запомнить (это мало кто знает), что насосы ЦНС в отличии от ЦНСг обладают способностью к самовсасыванию –это их конструктивная особенность.
Необходимо так же пояснить, что существуют насосы «38» и «60» «кубатуры» предназначенные для шахтного водоотлива и по этому поводу иногда возникают недорозумения, т.к стоят такие насосы в 2-3 раза дороже, но первый их признак это другой «шаг» по напорной характеристике –25м.
26 июля 2024